
Why tungsten carbide bowl gouges not available is raised on woodturning forums from time to time. Various reasons are usually given and here is a good summary of those reasons provided by Bill Boehme…
Ignoring those potential downsides identified for tungsten carbide I have undertaken a series of controlled tests using traditional styled tungsten carbide bowl gouges to find out how well they perform compared to some of the other more commonly used HSS woodturning tool steels.
Of course, we do already have the flat and cupped screw on carbide tips and like most of us I have a few of those for particular purposes, but being a traditional bowl gouge user those carbide tipped tools just don’t work the same way for me as a well made bowl gouge.
If the screw-on flat and cupped carbide tips are working for you mounted in whatever you have them mounted on then what follows is unlikely to be relevant to you.
And, if you are more than satisfied with the various traditional HSS bowl gouges you are currently using, for whatever you are using them for, then the following may also not be of particular interest to you.
But, if you think that a traditional style of bowl gouge made from tungsten carbide might be something that you could use, or maybe you are just curious, read on…
The woods used for these test runs were:
After the above test runs I then experimented with some other diamond grit grades to see if that made any difference to the performance of the TC. There was no measurable difference using a #240 or #320 diamond abrasive. The only other diamond grit abrasive that I had available was a #1,000, which I then used to re-sharpen the TC bowl gouge.
Selecting some more blanks of the tough oak that troubled some of the gouges in the previous test runs shown above I got a significant jump in performance with the TC gouge sharpened on the #1k diamond giving a 3.5x better endurance.
I then repeated the test runs on the oak with the other two HSS gouges resharpened on the #1k diamond. The V10 bowl gouge did about the same as before, but the M42 had a big improvement of about three fold, but along with the V10, it still significantly underperformed the TC.
I then went back and tested all three gouge metals re-sharpened on #1k and repeated the test runs on the hardest/toughest/most abrasive wood I had (recycled river redgum railway sleeper) and also on the softest I had, Radiata pine, with the following results.
 The results for the TC on that old abrasive filled river redgum railway sleeper may not look significant when seen against its performance on the medium to softer woods, but it was still two to four times better than the other two, albeit with all of them struggling with that task. Previously the TC had not always outperformed the other two gouge metals on the medium to soft woods, but it pulled away from the others after being sharpened on the #1k diamond.
The results for the TC on that old abrasive filled river redgum railway sleeper may not look significant when seen against its performance on the medium to softer woods, but it was still two to four times better than the other two, albeit with all of them struggling with that task. Previously the TC had not always outperformed the other two gouge metals on the medium to soft woods, but it pulled away from the others after being sharpened on the #1k diamond.
A brief note on my testing method before going on to the nitty gritty for those that might be interested in the details. The gouges were used in short stopwatch timed rotations to ensure all got equal exposure to any of the more difficult areas of the blanks. A bevel contact push cut was used on all of these test runs with just the first 4-6mm of the cutting side of the gouge nose engaged in the cut. By limiting the cut to just that area of the gouge I was reducing the time it took to become too dull to cut.
Each gouge was used until it could not cut any longer. This isn't how we normally turn, but this eliminates individual preferences for when a gouge needs to be re-sharpened. The ability of the gouge to continue to remove wood (its endurance) and not the quality of the surface finish left was what was being measured. However, having specified that, I can attest to the fact that the TC was capable of leaving a very nice surface finish off the tool long after the other two test gouge metals had been retired altogether. For example, here is the finish off the TC after the other two gouges had given up on one of the hardest woods I get to turn, Buloke (which is up there with the top ten of the hardest woods on some lists), which isn’t shabby at all …

So, the performance of TC as a bowl gouge metal is attractive going by the metrics from my testing. There are, however, some issues with it that I will address later in this or in separate threads.
For those that want to have more detail on the nitty gritty of how I went about my testing I will add more shortly on that in my follow up posts to this thread.
- A carbide profile can't be changed
- Even just a carbide tip would be prohibitively expensive
- Carbide is extremely brittle so an entire carbide bowl gouge would be hazardous
- Without specialized equipment, carbide couldn't be sharpened
- If you've ever dropped a solid carbide router bit, you know not to look down ... it will only make you cry.
- Other than the multitude of drawbacks, it's a great idea ... seriously ... but just isn't a practical idea.
- https://www.aawforum.org/community/threads/carbide-gouges.21247/post-221147
Ignoring those potential downsides identified for tungsten carbide I have undertaken a series of controlled tests using traditional styled tungsten carbide bowl gouges to find out how well they perform compared to some of the other more commonly used HSS woodturning tool steels.
Of course, we do already have the flat and cupped screw on carbide tips and like most of us I have a few of those for particular purposes, but being a traditional bowl gouge user those carbide tipped tools just don’t work the same way for me as a well made bowl gouge.
If the screw-on flat and cupped carbide tips are working for you mounted in whatever you have them mounted on then what follows is unlikely to be relevant to you.
And, if you are more than satisfied with the various traditional HSS bowl gouges you are currently using, for whatever you are using them for, then the following may also not be of particular interest to you.
But, if you think that a traditional style of bowl gouge made from tungsten carbide might be something that you could use, or maybe you are just curious, read on…
For those who would just like to see a summary of the results,
here they are...
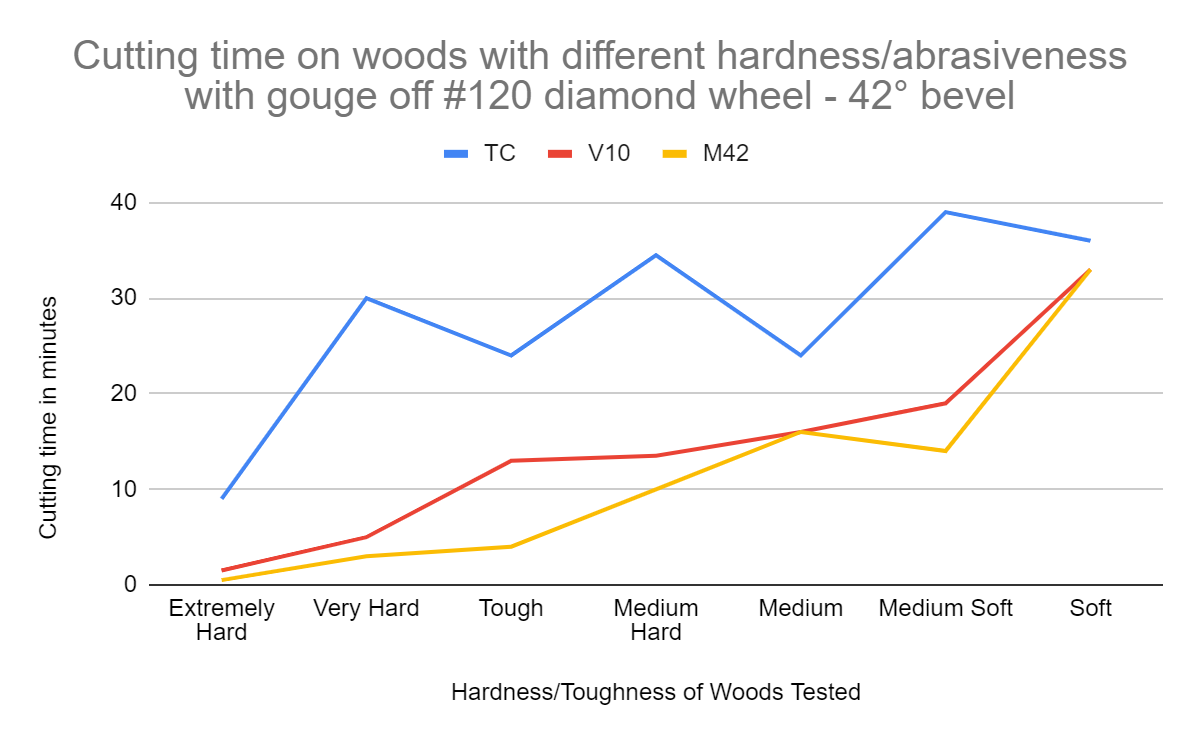
The traditional style Tungsten Carbide bowl gouge that I used in these test runs was made by myself from a sub-micron TC. The bowl gouge labelled V10 in the graph above was a 10% Vanadium HSS and the one labelled M42 was a HSS with approx. 9.5% Molybdenum, 8% Cobalt and 4% Chromium.here they are...
The woods used for these test runs were:
| Difficuty | Wood | Estimated Janka (kN) |
| Extremely Hard/Abrasive | Redgum recycled railway sleeper | 14 |
| Very Hard | Redgum - very seasoned | 11 |
| Hard | Oak - hard & tough | 12 |
| Medium Hard | Eucalypt | 7.5 |
| Medium | Ash & Maple | 6.5/4.6 |
| Medium Soft | Blackwood - recent | 5.1 |
| Soft | Pine | 3.1 |
After the above test runs I then experimented with some other diamond grit grades to see if that made any difference to the performance of the TC. There was no measurable difference using a #240 or #320 diamond abrasive. The only other diamond grit abrasive that I had available was a #1,000, which I then used to re-sharpen the TC bowl gouge.
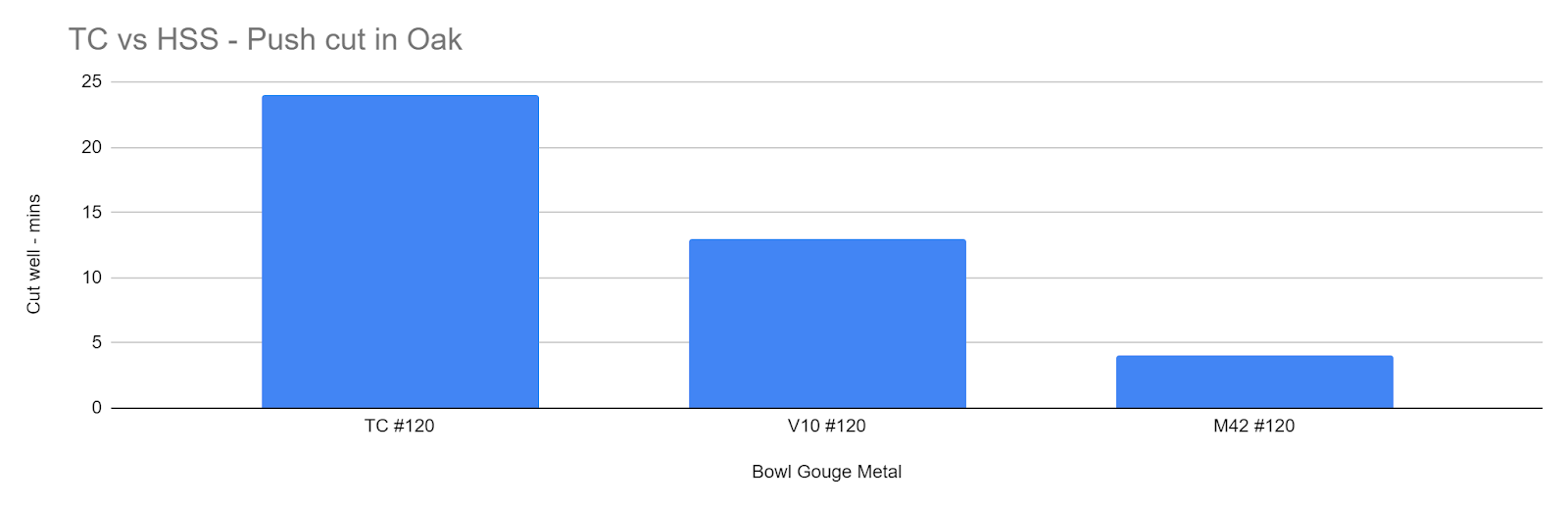
Selecting some more blanks of the tough oak that troubled some of the gouges in the previous test runs shown above I got a significant jump in performance with the TC gouge sharpened on the #1k diamond giving a 3.5x better endurance.
I then repeated the test runs on the oak with the other two HSS gouges resharpened on the #1k diamond. The V10 bowl gouge did about the same as before, but the M42 had a big improvement of about three fold, but along with the V10, it still significantly underperformed the TC.
I then went back and tested all three gouge metals re-sharpened on #1k and repeated the test runs on the hardest/toughest/most abrasive wood I had (recycled river redgum railway sleeper) and also on the softest I had, Radiata pine, with the following results.
A brief note on my testing method before going on to the nitty gritty for those that might be interested in the details. The gouges were used in short stopwatch timed rotations to ensure all got equal exposure to any of the more difficult areas of the blanks. A bevel contact push cut was used on all of these test runs with just the first 4-6mm of the cutting side of the gouge nose engaged in the cut. By limiting the cut to just that area of the gouge I was reducing the time it took to become too dull to cut.
Each gouge was used until it could not cut any longer. This isn't how we normally turn, but this eliminates individual preferences for when a gouge needs to be re-sharpened. The ability of the gouge to continue to remove wood (its endurance) and not the quality of the surface finish left was what was being measured. However, having specified that, I can attest to the fact that the TC was capable of leaving a very nice surface finish off the tool long after the other two test gouge metals had been retired altogether. For example, here is the finish off the TC after the other two gouges had given up on one of the hardest woods I get to turn, Buloke (which is up there with the top ten of the hardest woods on some lists), which isn’t shabby at all …
So, the performance of TC as a bowl gouge metal is attractive going by the metrics from my testing. There are, however, some issues with it that I will address later in this or in separate threads.
For those that want to have more detail on the nitty gritty of how I went about my testing I will add more shortly on that in my follow up posts to this thread.
–-o0o—





")



")

